
1.0 General description of the press
1.1 Mechanical construction
20MN Laboratory Press consisting of load frame, main ram, tooling insertion/extraction device, tool supporting table, hydraulics with pressure control systems for main ram and D-DIA differential rams, including control and software.
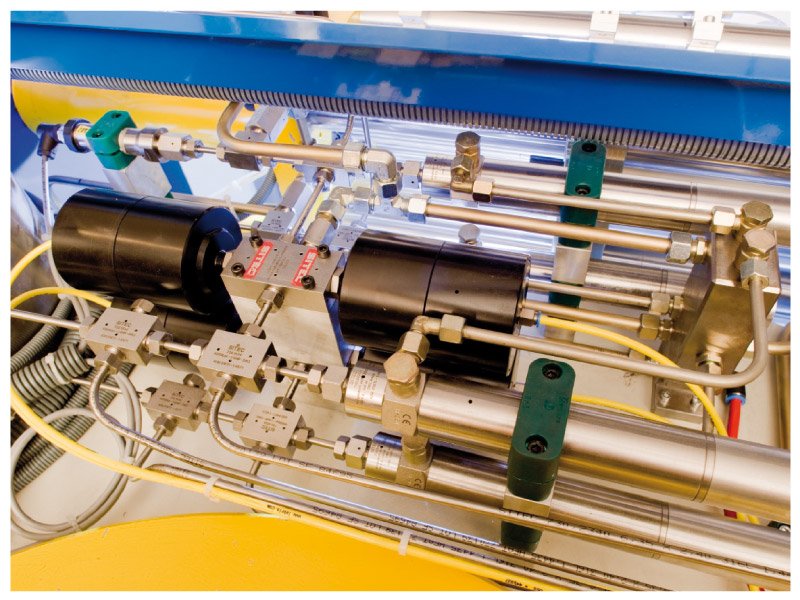
Statically safe dimensioned top and table plates in ground finish with four pre-stressed columns form the frame of the press. The pressure intensifiers for the main ram and the differential rams are mounted on the press frame. The hydraulic unit is placed as shown in the layout of equipment inside the experimental hutch.

1.2 Functional characteristics
The press is designed as a down stroke press with one ram and 200 mm working stroke. A simple conventional hydraulics allows to use touch controls (manually) or the control (automatically) to perform traverse motion in the low pressure range to approach the D-DIA or to perform an opening of the press. During automatic operation these movements are monitored through sensors.
The pressure control in the high pressure range is performed through a dynamically triggered servo gear motor, which uses a low-play spindle lifting element to actuate the actual pressure transmitter. At a maximum hydraulic pressure of 700 bar a press force of 20MN is achieved. Two high-precision digital pressure sensors within the pressure intensifier and the main ram are used to perform the monitoring and feedback of the actual pressure values to the control. The maximum deviation is +/- 0.5 bar.
An Ethernet interface (for example of a PC) is used to pass the pressure command values to the press control. Up to 20 segments can be processed to generate any pressure curves each consisting of a pressure and a time value. Likewise, the press control returns the actual pressure values and status reports of the press to the PC. The calculation of the pressure curves as well as the dynamic drive of the servo motor, the set value/actual value comparison and the blow-out detection are exclusively performed within the press control system.
The dynamic servo motor control allows to run very steep or very flat pressure curves without any oscilla-tions and resulting pressure fluctuations within the hydraulic system.
As only the servo motor is triggered to perform the pressure build-up during automatic operation, the press has a very low noise level. There are no vibrations, e.g. caused by motor driven hydraulic pumps.During long-term operation this type of control system has proven problem-free and low-maintenance.
The pressure intensifier has been generously dimensioned and allows to run approximately 7mm ram stroke in one drawing. This has proven successful during previously conducted experiments with DIA modules. If more stroke is required during an experiment the pressure transmitter is automatically refilled through the control software. To a large extent, the current pressure is kept constant during this period (approximately one minute). The pressure intensifiers for the differential rams have the same functionality.
The press is supplied with a PLC control (Siemens S7 CP340 with Mobile Panel), which allows manual operation in the low and high pressure range. The Mobile Panel includes digital pressure indicators. Additional digital pressure indicators are mounted directly at the press. The Ethernet interface allows to transmit all essential switching states and values to a PC. Likewise, time, pressure and position command values can be preset via PC. The mobile panel allows manual operation directly beside the press.
2.0 General description of tooling insertion/extraction device and tool supporting table
2.1 Tooling insertion/extraction device and tool supporting table
The D-DIA is put onto a console fixed to the press featuring the corresponding guiding bars and is moved into the press by means of simply pressing a button hat triggers a frequency-controlled three-phase current drive. An additional air cushion reduces the friction between the D-DIA and the press table while moving. The console with integrated tool insertion/extraction device is removable via the 1 ton-gantry crane inside the experimental hutch and mate to the downstream LHS of the press.
3.0 General description of Voggenreiter "Pressmonitor" Software
3.1 Software for Press Control through PC:
Required command functions and values for preprogrammed pressure-time values from up to 20 program segments are communicated via Ethernet to the pressure control system. The pressure control system controls the calibration and function of the pressurizing system exclusively, based on preprogrammed pressure - time setpoints.
Current pressure, program status, actuator positions, transducer positions, control system messages etc. are readable by the PC and displayed in convenient curves, numerical displays etc.
Graphical presentation of the actual values as pressuretime diagram are in real-time with variable time and pressure scales. These values are logged and exportable. The independent anvil D-DIA operation is also integrated and programmable with PC software and controlled through the pressure control hardware. Transducer readouts from the independent anvils are also logged by PC and are exportable with time information.
An additional advantage to the pressure control system operating integrally with the D-DIA module is to ensure proper triaxial state during compression and decompression, where the independent rams regulate the hydrostatic state at all pressure-time steps, based on the position of equatorial, U and D transducers. This type of control is a function of the software control and the upper and lower independent anvils will be run automatically in this situation.
In D-DIA operation the independent anvils will be loaded to produce measurable displacements of the anvils and consequent sample shortening or lengthening, under main ram load.
The control software is able to identify blow-outs (rapid loss of pressure). Upon sensing a blow-out, the control system will signal an alarm and halt the current programmed pressure, time steps. If the blow-out is extreme the program will start a preprogrammed decompression cycle. Status information regarding the operational status of the press will be displayed.
4. General description of the multi-axis coordinate table consisting of Z, X1, Y1, rotational, X2 and Y2 axis.
4.1 Description and functioning
All 2-phase step motors of the multi-axis coordinate table are exclusively controlled by the hardware and safety mechanisms of the user.
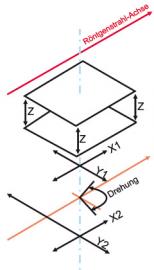
Schematic representation of the effective motor position in the multi-axis coordinate table.
The four z-axes move verti-cally. X1, X2, Y1 and Y2 are located in the horizontal plane. Rotated at 0°, X1 and X2 are parallel to the axis of the X-ray beam. Y1 and Y2 always move at a right angle to X1 and X2. X2 always moves parallel to the axis of the X-ray beam. The longer parallel displacement moves the press away from the incident X-ray beam. The rotational axis enables the press to rotate from -15° to + 105° and covers the entire range.
The four mechanically independent motors of the Z axis allow some tilting (+/- 2°) about primary axes of the press. Construction consists of stress-relief annealed steel plates, which are stacked and connected through the linear guideways and the rotational axis. 2-Phase Stepping Motors with low-play gears and brakes are used as driving units.
For the adjustment of the table construction during the installation, a stress-relief annealed welded pedestal is included. The pit required at the place of installation is prepared by the customer according to common specifications.
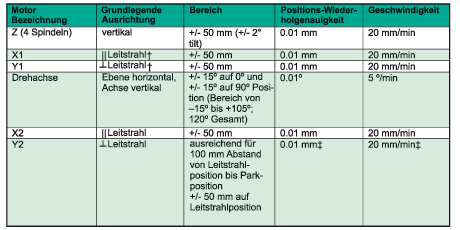
4.2 Design of the multi-axis coordinate table (all values are values under load)
X1 and Y1 are respectively || and ┴ to beam position at 0º rotation only; in contrast to the X2 and Y2, which are always parallel and perpendicular to the x-ray beam direction. ‡ The long Y2 axis has a 2 speed control for translation of the press to off-beam position. At in-beam position the effective precision and range is equivalent to the X2 motor, however the translation is configured.
All motor operations are controllable by user‘s software and hardware combinations. The stop points of the respective axes are read, however, there is no answering signal regarding the position from linear or motor encoders. Carrying capacity of the whole stage: 25 tons.
5. General description of D-DIA Multianvil Tooling
5.1 D-DIA Multianvil Tooling
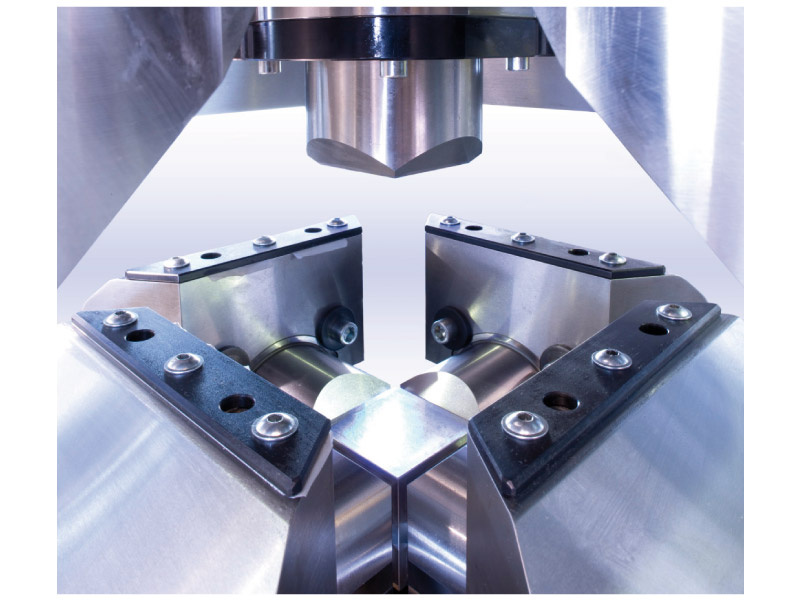
D-DIA Multianvil Device for use in the 20MN press. Dimensions approximately 805 x 805 x 855mm, overall weight 2.5 tons. The two blocks (lower block und upper block) are made in the form of forged blocks, annealed and heat-treated.
The tool is designed for standard carbide metal cubes with an edge length of 32 mm.
The hardened and ground individual parts are verified as true to size in the form of measurement reports. Raw materials are supplied with factory certificate WAZ 3.1b and the forged blocks undergo ultrasonic testing.
The complete Multianvil Device is revised to extend the X-Ray access for the future use of transparent primary and secondary anvils.





Industriestraße 9-10
95336 Mainleus
Telefon +49 (0)92 29 / 306
Fax +49 (0)92 29 / 974163