
16MN-Laborpresse in Säulenbauweise
Die 16MN Laborpresse ist als Oberkolbenpresse (Arbeitszylinder mit Kopfplatte verschraubt, Kolbenstange zeigt nach unten) mit einem Zylinder und 1.000 mm Arbeitshub ausgeführt. Die maximale Einbauhöhe zwischen Tisch und Stößel beträgt
2.200 mm.
Die Presse wird z.B. für statische Druck-, Biege- oder Zugprüfungen verwendet. Das Hydraulik- und Dichtsystem ist nicht für dynamische Prüfungen ausgelegt.Dynamische Prüfungen dürfen nicht auf der Presse durchgeführt werden. Die Presskraft muss immer mittig auf die Probe oder das Werkzeug wirken. Eine Rückwärtsbewegung des Arbeitszylinders ist im gesteuerten Betrieb nicht möglich.
Über eine einfache, konventionelle Hydraulik können über Tipptasten (manuell) oder über die Steuerung (automatisch) Eilgangbewegungen im Niederdruckbereich zur Annäherung an das Werkzeug oder zum schnellen Öffnen der Presse ausgeführt werden. Im Automatikbetrieb werden diese Bewegungen durch das Wegmesssystem sowie Sensoren in den Endlagen überwacht.

Die Drucksteuerung im Hochdruckbereich erfolgt durch vier dynamisch angesteuerte Servo-Getriebemotore, die über spielarme Spindelhubelemente auf die eigentlichen Druckübersetzer wirken und paarweise abwechselnd betrieben werden, um eine konti-nuierliche Zylinderbewegung zu erhalten. Einflüsse auf die Ausfahrgeschwindigkeit des Arbeitszylinders durch unterschiedliche Drücke und Ölvolumen werden durch das Wegmesssystem bzw. Parameter in der Steuerung weitestgehend kompensiert.
Bei einem maximalen Hydraulikdruck von 690 bar werden 16MN Presskraft erreicht. Die Überwachung und Rückmeldung der Ist-Druckwerte an die Steuerung wird über drei hochgenaue, digitale Druckaufnehmer in den Druckübersetzern und im Arbeitszylinder realisiert. Die maximale Regelabweichung beträgt +/- 2 bar.
Die Kraft- bzw. Positionssollwerte werden über eine Ethernet-Schnittstelle von der PC-Software an die Pressensteuerung (Siemens S7) übergeben. Es können bis zu 20 Segmente zum Erzeugen von beliebigen Kurven jeweils bestehend aus einem Kraft- oder Positions- und Zeitwert verarbeitet werden. Ebenso meldet die Pressensteuerung die Istwerte und Statusmeldungen der Presse an den PC zurück. Die Druckistwerte werden ständig innerhalb der vorwählbaren Grenzen überwacht. Auf diese Weise kann z. B. eine Werkzeugbruchüberwachung realisiert werden.
Die Berechnung der Druckkurven sowie die dynamische Ansteuerung der Servomotore und der Soll-, Istwertvergleich werden ausschließlich in der Pressensteuerung durchgeführt.
Durch die dynamische Servomotorsteuerung können sehr steile oder sehr flache Druckkurven gefahren werden, ohne dass Schwingungen und somit Druckschwankungen im Hydrauliksystem entstehen. Da beim Druckaufbau im Automatikbetrieb nur der Servomotor angesteuert wird, ist die Presse sehr leise und dadurch besonders für den Laborbetrieb geeignet. Diese Art der Steuerung hat sich im Dauerbetrieb als problemlos und wartungsarm erwiesen.
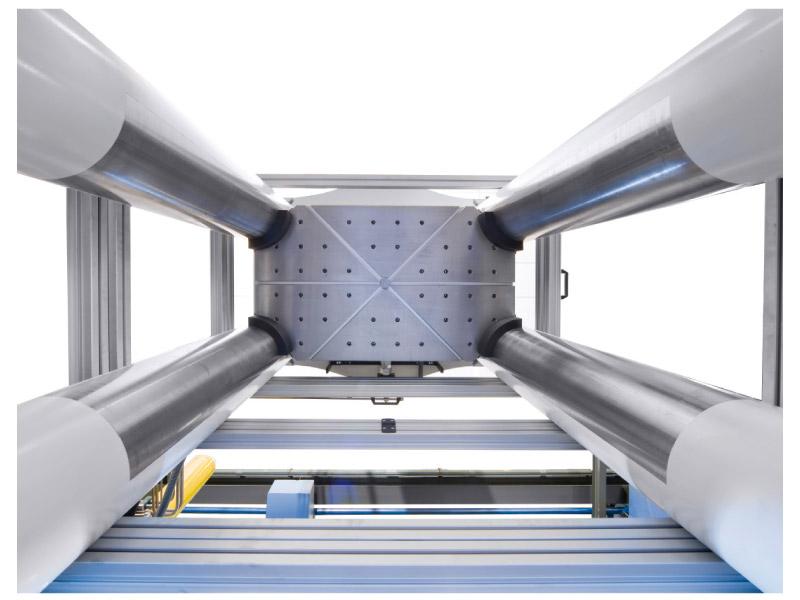
Die statisch sicher bemessenen Kopf- und Tischplatten in geschliffener Ausführung mit vier Stück Rundsäulen bilden den Pressenrahmen. Die Hydraulik ist neben der Presse angeordnet. Der Pressenstößel ist über die Rundsäulen geführt und gegen Verdrehung gesichert.
Eine Verstellung des Pressenstößels oder Querhauptes zur Verringerung der Einbauhöhe von 2.200 mm ist nicht vorgesehen. Die Einbauhöhen der verschiedenen Werkzeuge werden über Distanztische ausgeglichen.
Speicherprogrammierbare Steuerung Simatic S7-300
Eine SPS (Simatic S7-300) steuert die Hydraulik-Aggregate, die Ventile und die Servoantriebe. Die Drücke und der Weg des Hauptzylinders werden über Profibus-DP-Schnittstellen digital eingelesen, während des Nachfüllvorgangs wird der Druck des Einzelsystems mit den System-Druckaufnehmern verglichen.
Die Endlagen der Spindeln werden über Profibus an die Servoregler übertragen. Die SPS übernimmt zusätzlich die Signalisierung der Betriebs- und Störmeldungen und die Datenübertragung an den Prozessrechner, sowie die Kraft- oder Wegregelung nach Vorgabe vom Prozessrechner.
Not-Aus-Sicherheitskette
Bei Betätigung des Not-Aus-Tasters werden alle Antriebe und Ventile sicher abgeschaltet. Die Not-Aus-Kette muss nach dem Rückstellen der Taster über den Taster „Steuerung ein" wieder aktiviert werden.
Lichtvorhang
Der Zugangsbereich der Presse ist über einen Lichtvorhang geschützt. Ist die Presse offen und der Zylinder mit der Klemmung gesichert, kann ohne Auswirkungen in den Pressenbereich eingegriffen werden. Die Werkstücke sind nur in diesem Zustand, der auch am Bedienteil am Schaltschrank mit „Muting" signalisiert wird, auszutauschen. Wird während des Automatikablaufs in den Lichtvorhang eingegriffen, erfolgt eine Notabschaltung und der Ablauf wird gestoppt.
Nach „Hauptschalter ein" muss immer zuerst der Lichtvorhang quittiert und dann die Not-Aus-Kette mit „Steuerung ein" aktiviert werden.




Industriestraße 9-10
95336 Mainleus
Telefon +49 (0)92 29 / 306
Fax +49 (0)92 29 / 974163